注塑成型周期预测与优化的高级算法模型综述
1. 引言:注塑成型周期的时间动力学与经济学
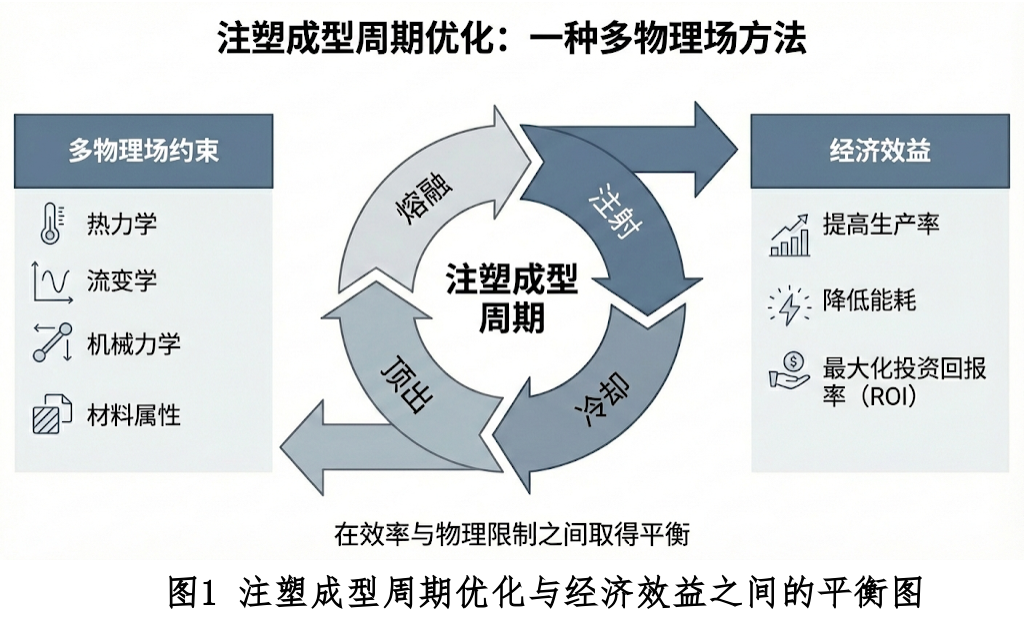
注塑成型(Injection Molding)作为全球聚合物加工领域中最为主流的制造工艺之一,其经济效益与技术可行性在很大程度上取决于“成型周期”(Cycle Time)的控制与优化。成型周期是指完成一次完整的生产序列,即从聚合物颗粒熔融、注入模具、冷却固化到最终顶出制件所需的总时间。在注塑工业中,周期时间的缩短不仅意味着生产率的线性提升,更直接关联着能源消耗的降低和固定资产投资回报率(ROI)的最大化。然而,周期的压缩并非无限制的线性优化问题,而是一个受到热力学、流变学、机械力学以及聚合物材料物理属性严格约束的多物理场耦合问题。
传统的成型周期估算往往依赖于经验公式或简单的试错法,这在面对几何形状复杂、壁厚变化剧烈或高性能工程塑料制件时显得捉襟见肘。随着计算流体力学(CFD)、有限元分析(FEM)以及近期兴起的人工智能(AI)技术的飞速发展,注塑成型周期的建模已从单纯的经验累积演变为精确的数学与物理建模科学。
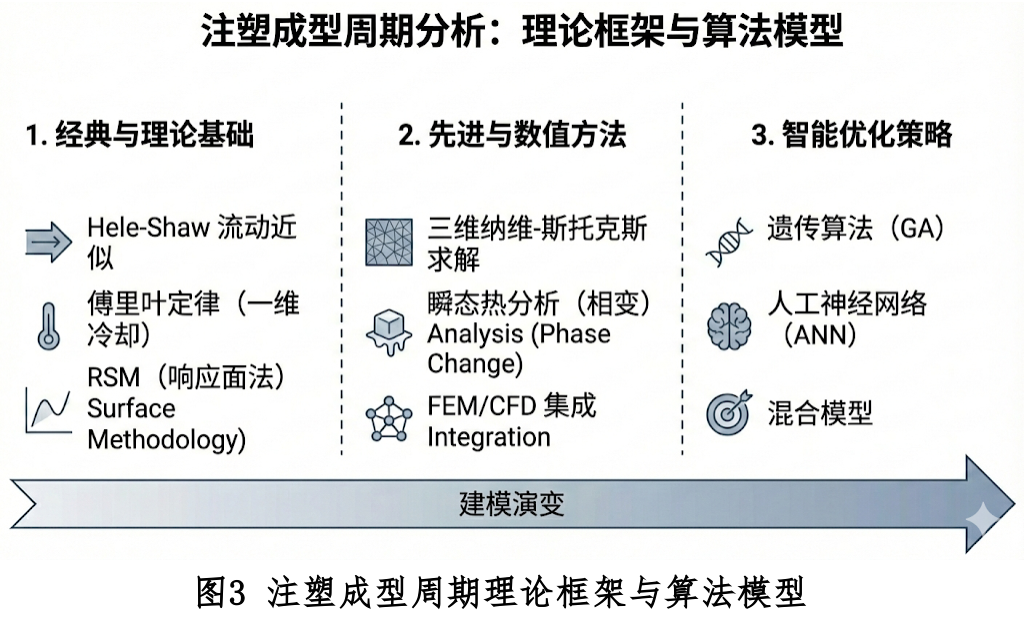
本文旨在详尽分析注塑成型周期各个阶段的理论框架、控制方程及算法模型。将深入探讨从经典的Hele-Shaw流动近似到全三维Navier-Stokes求解,从基于傅里叶定律的一维冷却模型到包含相变潜热的瞬态热分析,以及从传统的响应面法(RSM)到基于遗传算法(GA)和人工神经网络(ANN)的智能优化策略。
1.1 成型周期的构成与相互作用
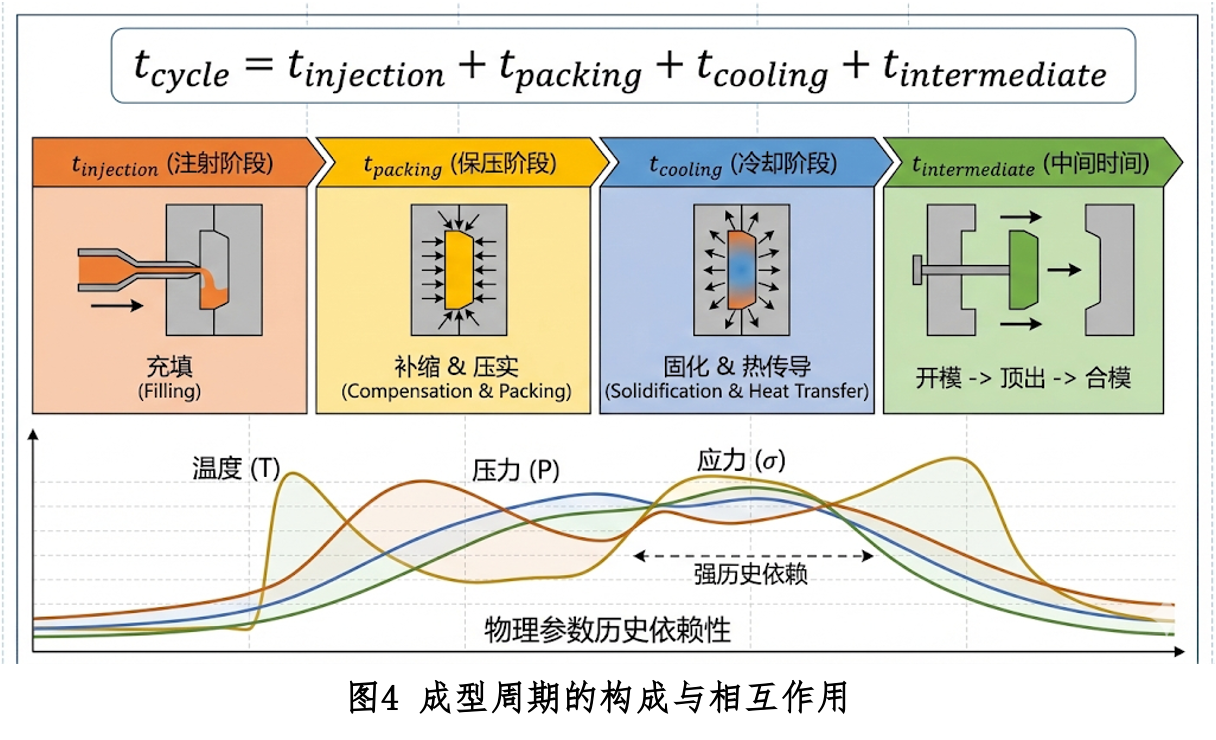
从算法建模的角度来看,总成型周期 $t_{cycle}$ 通常被分解为四个离散但物理上紧密耦合的阶段。尽管各个阶段在时间轴上是顺序排列的,但其背后的物理参数(如温度、压力、应力)却具有强烈的历史依赖性。
- $t_{injection}$ (充填时间, $t_i$): 熔体充满模具型腔所需的时间。此阶段主要受流体动力学和流变学特性控制。
- $t_{packing}$ (保压时间, $t_p$): 为补偿冷却收缩而持续注入熔体的时间,直至浇口冻结。此阶段受聚合物的pvT(压力-比容-温度)状态方程主导。
- $t_{cooling}$ (冷却时间, $t_c$): 聚合物在模具内释放热量直至达到顶出刚度的时间。这是周期中最长的部分,通常占总周期的60%-80%,受非稳态热传导方程控制。
- $t_{intermediate}$ (中间时间/辅助时间, $t_d$): 包括开模、顶出、取件、模具闭合及设备空循环时间。此阶段主要受注塑机的机械运动学及制件脱模摩擦力学限制。
2. 充填阶段算法模型:流变学与流体动力学
充填阶段是注塑周期的起始点,其核心任务是将非牛顿流体(聚合物熔体)在极短时间内精确泵入复杂的模具型腔。充填时间 $t_{injection}$ 的预测算法必须解决流体在流动过程中的速度场、压力场和温度场的耦合演化问题。
2.1 控制方程组 (Governing Equations)
在数值模拟软件(如Moldflow, Moldex3D)中,充填过程的模拟基于连续介质力学的守恒定律。
2.1.1 质量守恒方程
$$\frac{\partial \rho}{\partial t} + \nabla \cdot (\rho \mathbf{u}) = 0$$其中 $\rho$ 为流体密度,$\mathbf{u}$ 为速度矢量。
2.1.2 动量守恒方程 (Navier-Stokes)
$$\rho \left( \frac{\partial \mathbf{u}}{\partial t} + \mathbf{u} \cdot \nabla \mathbf{u} \right) = -\nabla p + \nabla \cdot \boldsymbol{\tau} + \rho \mathbf{g}$$在经典的注塑模拟算法中,通常采用 Hele-Shaw 近似 来简化上述方程,假设压力在厚度方向恒定且忽略惯性项。
2.1.3 能量守恒方程
$$\rho c_p \left( \frac{\partial T}{\partial t} + \mathbf{u} \cdot \nabla T \right) = \nabla \cdot (k \nabla T) + \eta \dot{\gamma}^2$$其中最后一项 $\eta \dot{\gamma}^2$ 代表粘性耗散,这在高剪切速率下至关重要。
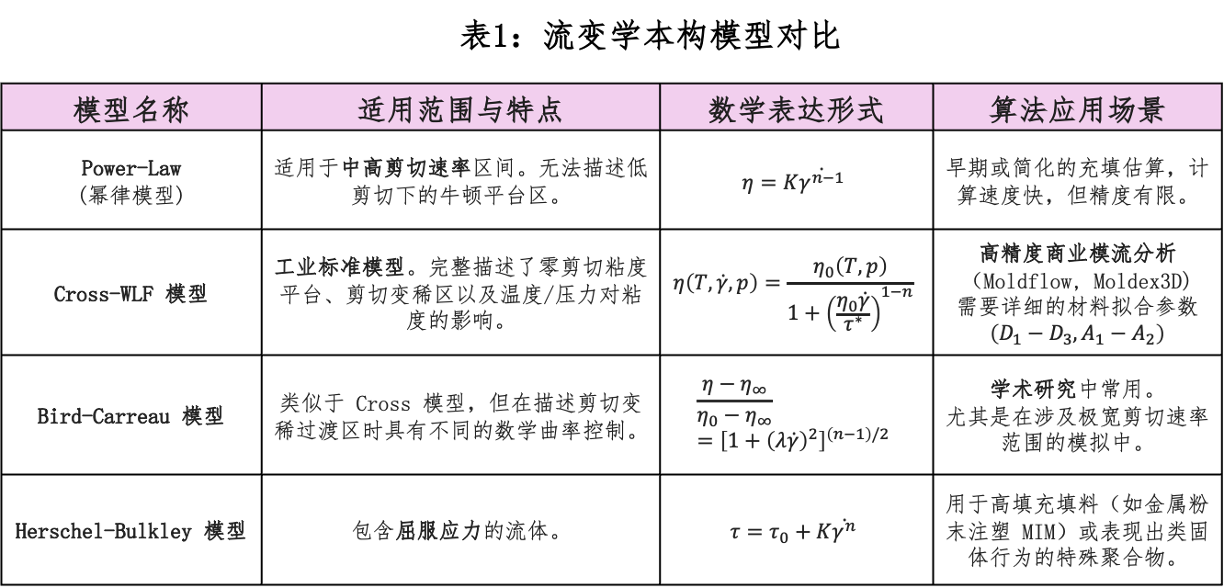
2.2 流变学本构模型
为了封闭方程组,需引入本构方程。Cross-WLF 模型是耦合温度场与流场的关键纽带:
2.3 充填时间估算算法
数值模拟算法采用有限元(FEM)或有限体积(FVM)方法,通过流动波前追踪算法(Flow Front Tracking),如VOF或Level Set,精确捕捉气液界面位置。
3. 保压阶段算法模型:可压缩性与收缩补偿
一旦熔体充满型腔,流动机制即发生根本性转变。保压阶段的算法核心依据是聚合物的 pvT (压力-比容-温度) 关系。
3.1 pvT 状态方程
双域Tait方程是目前最常用的模型:
$$v(P, T) = v_0(T) \left( 1 - C \ln \left( 1 + \frac{P}{B(T)} \right) \right) + v_t(P, T)$$3.2 浇口冻结时间预测
当满足热准则 ($T_{gate} \leq T_{trans}$) 和流变准则 (质量流率 $|\dot{m}| < \epsilon$) 时,判定浇口冻结。
3.3 压力衰减模型
$$P(t) = P_{initial} \cdot \exp\left(-\frac{t}{\tau_{relax}}\right)$$准确模拟这一衰减过程对于预测残余应力至关重要。
4. 冷却阶段算法模型:传热学的核心挑战
冷却时间 $t_{cooling}$ 占据了成型周期的70%-80%,是优化的关键。
4.1 一维非稳态导热解析模型
经典平板冷却方程:
$$t_{cooling} = \frac{s^2}{\pi^2 \alpha_{eff}} \ln \left( \frac{4}{\pi} \cdot \frac{T_{melt} - T_{mold}}{T_{eject} - T_{mold}} \right)$$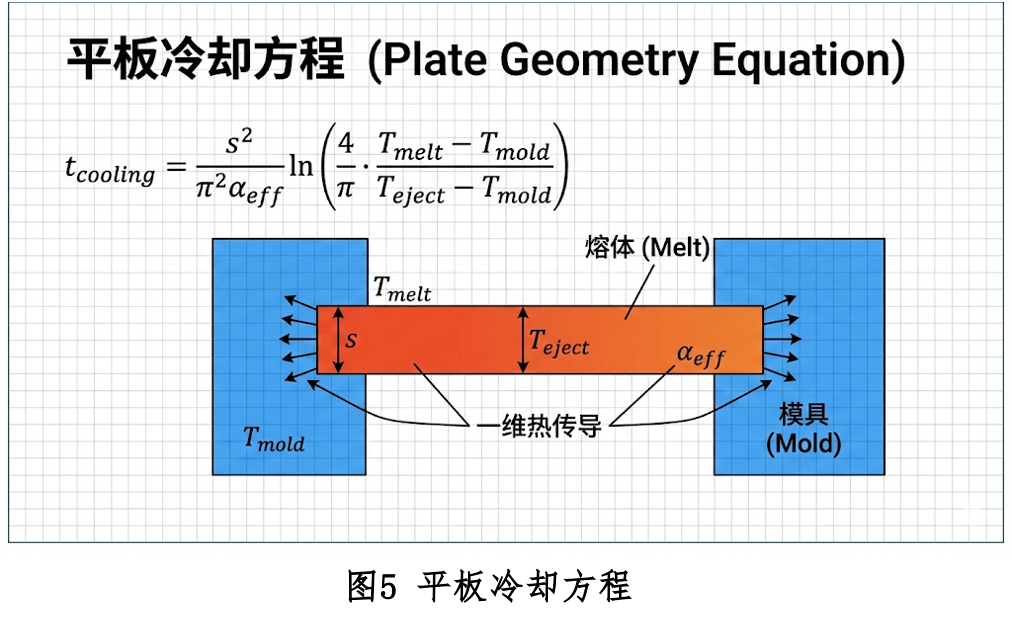
关键洞察: 冷却时间与壁厚的平方成正比 ($t_c \propto s^2$)。壁厚增加一倍,冷却时间增加四倍。
4.2 高级热力学算法:相变与焓 (Enthalpy) 模型
考虑结晶潜热 $L$ 的影响,使用有效比热容 $c_{p,eff}$:
$$c_{p,eff}(T) = c_p(T) + L \cdot \frac{d\chi}{dT}$$4.3 随形冷却流道优化
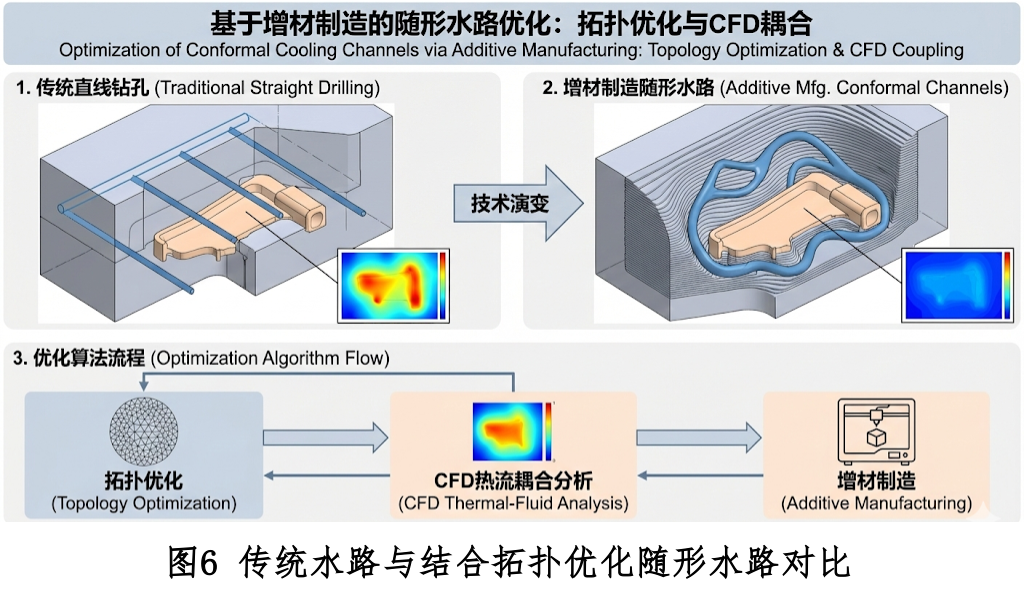
通过拓扑优化和CFD热流耦合,随形冷却系统可将冷却时间缩短30%-40%。
5. 顶出与中间阶段:力学与运动学限制
顶出力 $F_{eject}$ 的估算模型综合了摩擦学和热收缩原理:
$$F_{eject} = \mu \cdot P_{residual} \cdot A_{contact} + F_{vacuum}$$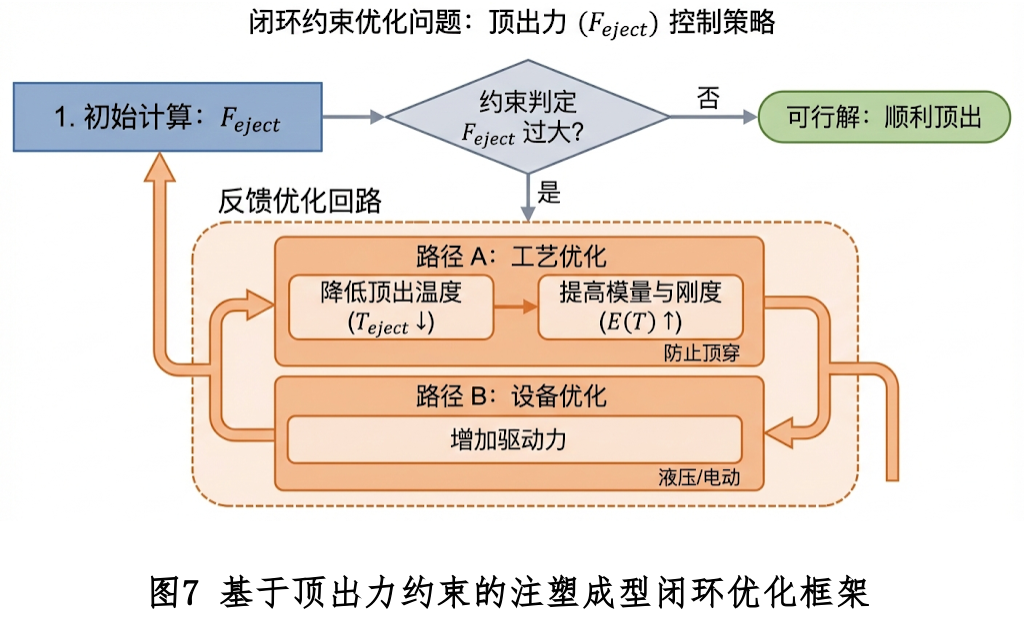
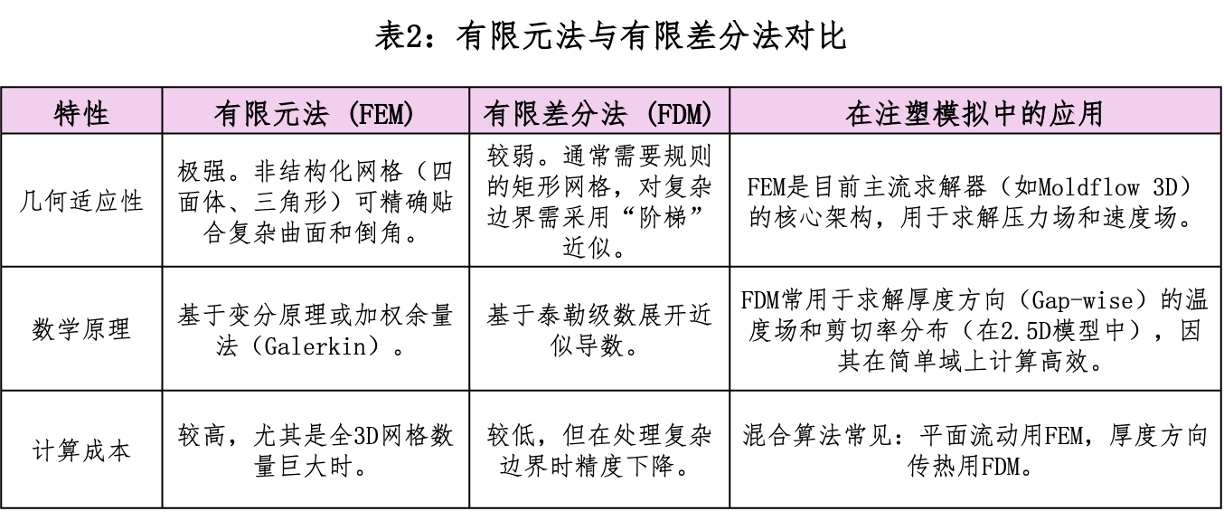
6. 数值模拟架构:FEM 与 FDM 的算法实现
为了在计算机上求解上述偏微分方程组(PDEs),必须对其进行离散化。注塑CAE软件的核心差异往往在于其离散化算法的选择。
6.1 有限元法 (FEM) vs. 有限差分法 (FDM)
6.2 混合维度算法 (Hybrid 2.5D vs Full 3D)
- 2.5D Midplane: 基于Hele-Shaw近似,计算极快,适合薄壁件。
- Full 3D: 求解完整3D Navier-Stokes方程,能捕捉喷泉流动和角隅效应,适合厚壁精密件。
6.2 混合维度算法 (Hybrid 2.5D vs Full 3D)
- 2.5D Midplane: 基于Hele-Shaw近似,计算极快,适合薄壁件。
- Full 3D: 求解完整3D Navier-Stokes方程,能捕捉喷泉流动和角隅效应,适合厚壁精密件。
- 2.5D Midplane: 基于Hele-Shaw近似,计算极快,适合薄壁件。
- Full 3D: 求解完整3D Navier-Stokes方程,能捕捉喷泉流动和角隅效应,适合厚壁精密件。
7. 人工智能与机器学习在周期预测中的应用
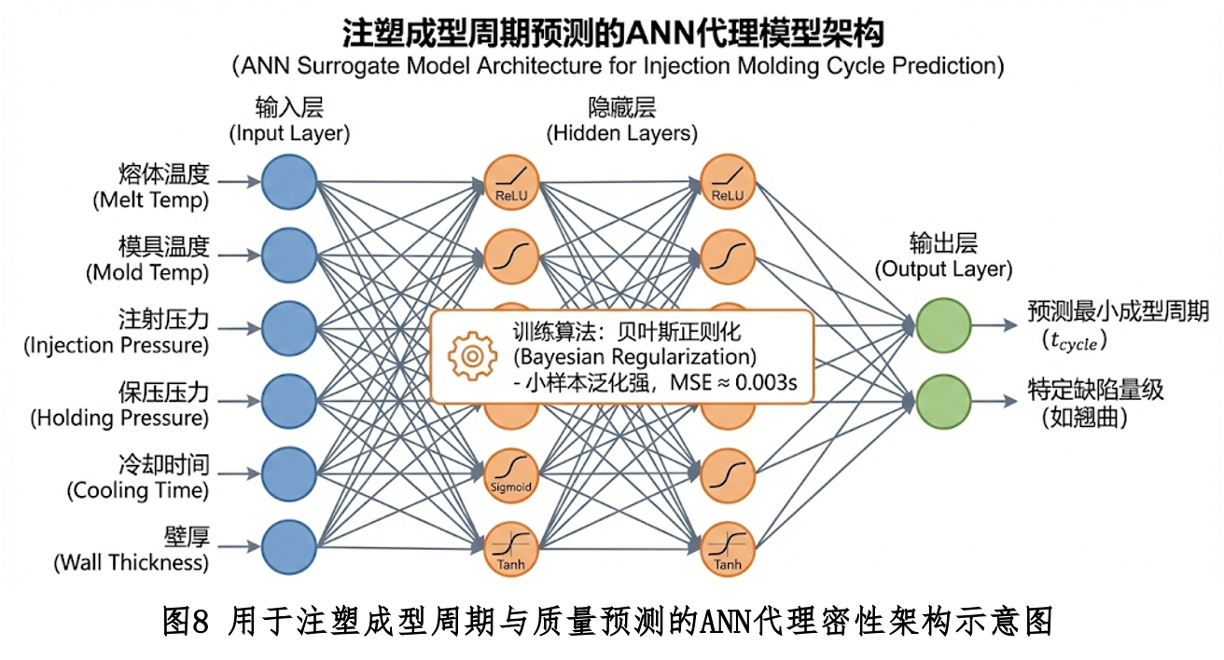
7.1 人工神经网络 (ANN)
ANN通过学习输入参数与周期时间的非线性映射关系,构建“代理模型”。研究表明,ANN预测误差可小于0.2秒,计算仅需毫秒级。
7.3 混合物理信息神经网络 (PINNs)
将控制方程作为惩罚项加入损失函数,强制模型遵循物理定律:
$$Loss = MSE_{data} + \lambda \cdot ||\text{PDE}_{residual}||^2$$8. 全局优化算法:寻找最优周期解
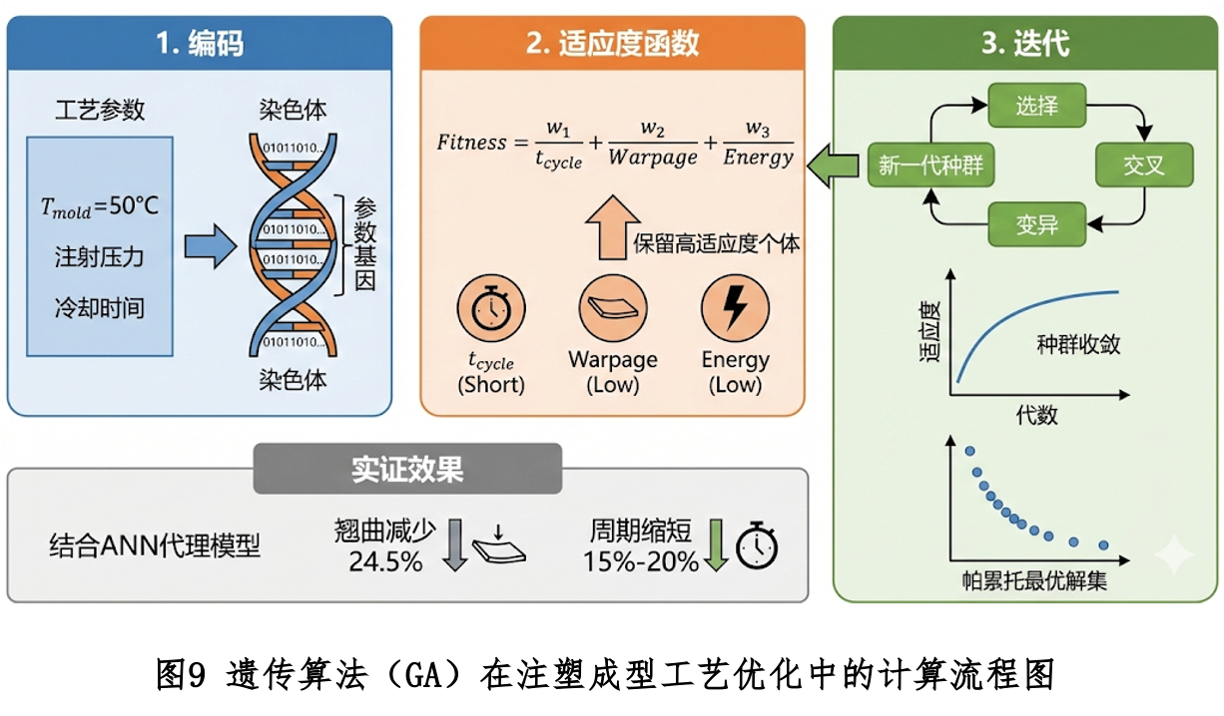
8.1 遗传算法 (GA)
GA模拟生物进化,通过选择、交叉和变异在参数空间中搜索帕累托最优解。结合ANN代理模型,可在不牺牲质量的前提下缩短周期15%-20%。
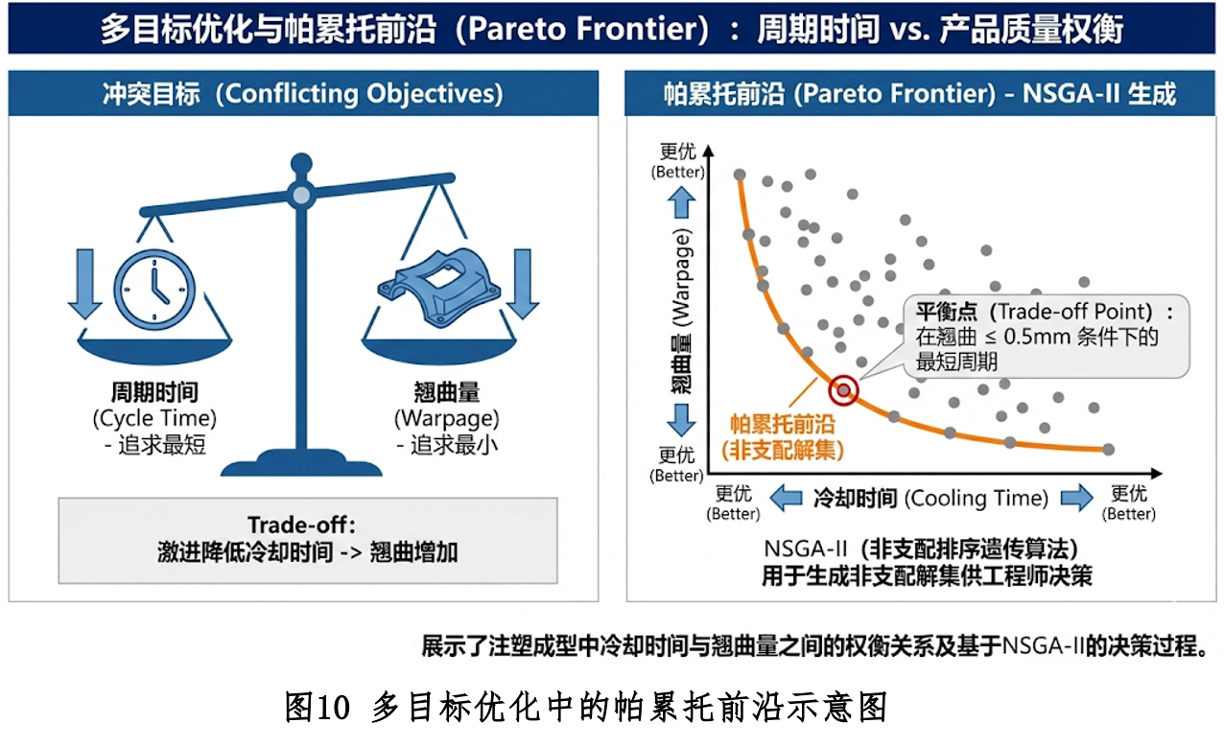
8.3 多目标优化与帕累托前沿
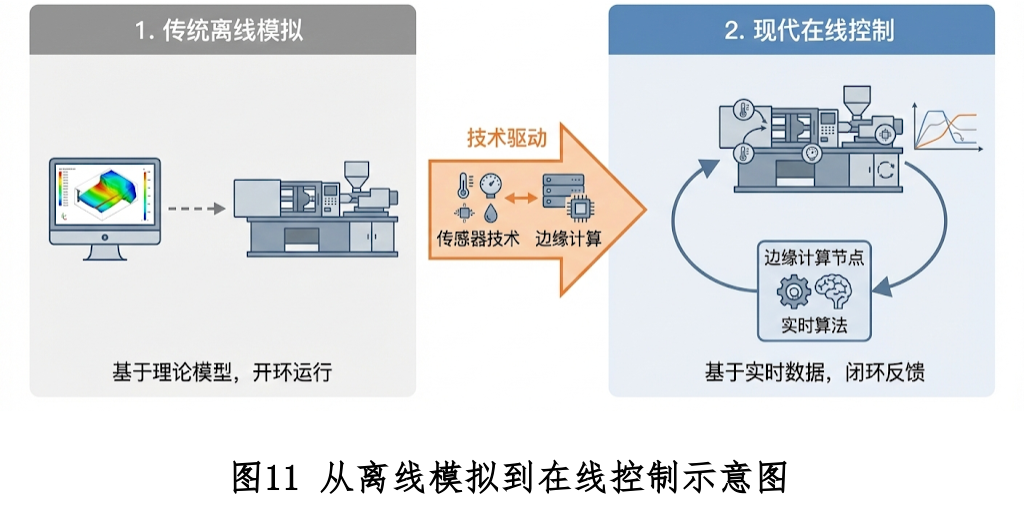
9. 工业4.0与未来展望:自适应周期控制
随着传感器技术普及,算法从离线模拟走向在线控制。自优化机器利用强化学习,在生产过程中微调工艺,自动逼近物理极限周期。
10. 结论
注塑成型周期模型算法是一个跨越流体力学、热力学、数值计算与人工智能的综合体系。
- 物理基础是核心:壁厚平方律 ($t \propto s^2$) 是最底层约束。
- 数值模拟是工具:FEM/FDM 将理论转化为工程数据。
- 智能算法是未来:混合策略实现全局最优。

掌握这些算法不仅有助于精确报价和模具设计,更是实现智能制造的关键技术路径。